Книга: Башенные краны
Навигация: Начало Оглавление | Другие книги | Отзывы:  - 4
- 4
 - 4
- 4§ 99. Неисправности механизмов
К наиболее часто встречающимся неисправностям механизмов кранов относятся: несоосность валов; неудовлетворительная балансировка тормозного шкива; неправильная сборка и износ зубчатых колес редуктора; пробуксовывание и отказ тормоза; течь масла из редуктора; ослабление узлов крепления редуктора; износ ходовых колес; разработка втулочио-пальцевых муфт.
Несоосность валов приводит к преждевременному выходу из строя валов, подшипников и соединительных муфт.
Несоосность, как правило, вызывается недостаточной центровкой сопрягаемых узлов. Чтобы обеспечить надежную работу механизмов, все их узлы центрируют в соответствии с принятыми допусками. Для этого редуктор на рамных лебедках, как правило, закрепляют наглухо, а перемещают корпус электродвигателя и выносную опору барабана. На унифицированных лебедках электродвигатель крепят к редуктору на фланце и поэтому несоосность может возникнуть только в узле соединения вала редуктора с барабаном. В этом случае несоосность вызывает значительные колебания редуктора и связанного с ним электродвигателя, опасные для прочности фланцевого крепления двигателя.
Несоосность сверх допустимых пределов может привести к поломке и самого выходного вала редуктора. Такую лебедку необходимо отремонтировать и отцентрировать на заводе, так как исправить несоосность на стройплощадке невозможно. Браковочным признаком этих лебедок служит величина колебании конца электродвигателя. При перемещении свободного конца двигателя, например лебедки Л-500, более 3 мм по вертикали эксплуатация лебедки не допускается.
Неудовлетворительная балансировка тормозного шкива приводит к дополнительным динамическим нагрузкам на валы и подшипники редуктора и двигателя. В унифицированных лебедках с фланцевым креплением двигателя неудовлетворительная балансировка вызывает вибрацию двигателя и всего механизма. Чтобы обеспечить нормальную работу механизма, проверяют, правильно ли посажен тормозной шкив на вал двигателя (не высока ли шпонка и не сидит ли шкив на ней). Если шпонка высока, ее заменяют. Если шпонка нормальная, снимают тормозной шкив с вала и статически отбалансируют его.
При неправильной сборке зубчатых колес редуктора и их износе в редукторе появляются периодические стуки, постоянный равномерный шум, нагреваются подшипники. Стук в редукторе может быть вызван забоинами на зубьях одного из зубчатых колес, неплотностью и эксцентричностью посадки колес на валах. При образовании небольших забоин их запиливают; при больших — зубчатые колеса заменяют. Если неплотно или эксцентрично посажены колеса, их также заменяют.
Шум в редукторе возникает обычно при плохом зацеплении зубьев шестерен, не обеспечивающем необходимого контакта зубьев. Устраняется неисправность постепенной приработкой зубьев.
Нагреваются подшипники лебедки от неправильной их установки при сборке, что вызывает осевое защемление подшипников. Чтобы устранить защемление подшипников с закладными крышками, заменяют регулировочные кольца между крышками и наружными обоймами подшипников, обеспечив суммарный зазор 0,4 мм. При фланцевом креплении крышек тот же зазор обеспечивается с помощью регулировочных прокладок между корпусом редуктора и фланцем крышки. Регулировочные кольца устанавливают при разборке редуктора, прокладки — после снятия крышек. Зазор при закладных крышках проверяют щупом.
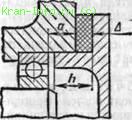
Рис. 181. Определение толщины прокладки
При определении толщины прокладки (рис. 181) крышек нутромером штангенциркуля измеряют расстояние а между торцами редуктора и подшипника. Затем определяют высоту h буртика крышки. Толщина прокладки А должна быть на 0,4 мм больше разности между высотой буртика и расстоянием между торцами h — а. Если окажется, что расстояние между торцами а больше высоты буртика 1г, крышку снимают и фланец проторцовывают, чтобы увеличить буртик.
Причиной шума в редукторе и нагрева подшипников может быть также отсутствие или недостаток смазки в редукторе. Чтобы устранить неисправность, доливают смазку до необходимого уровня, который проверяют щупом или контрольной пробкой.
При трехопорных валах перегрев подшипников может возникать от перетяжки подшипников в результате перекоса вала. Правильность установки вала такой лебедки проверяют как непосредственно на кране, так и в мастерских. Для этого снимают барабан, редуктор наглухо притягивают болтами к раме, а выносную опору выходного вала редуктора освобождают от крепления. Когда выносная опора, не затянутая болтами, расположена выше опорной поверхности рамы, под нее устанавливают подкладки. Если выносная опора упирается в раму, подкладки укладывают под редуктор. Далее вручную проворачивают вал. Если выносная опора при этом перемещается в горизонтальном и вертикальном направлениях, значит, вал изогнут и его надо отремонтировать или заменить.
Пробуксовывание тормоза заключается в том, что при выключении двигателя тормоз не может удержать груз. Это может быть вызвано следующими причинами: неправильной регулировкой тормоза, большой выработкой тормозных накладок, перекосом тормоза по отношению к оси шкива, замасливанием поверхности шкива и накладок. Неправильно отрегулированный тормоз необходимо заново отрегулировать.
Выработку тормозных накладок определяют визуально по следам от заклепок на поверхности тормозного шкива или замером толщины накладок. Допускается работа тормоза при толщине накладок не меньше 4 мм в средней части и не менее 2,5 мм по краям. При большем износе накладок их заменяют. При перекосе тормоза колодки неплотно прилегают к шкиву, что не позволяет полностью использовать тормозной момент. Причинами перекоса могут быть неправильная установка тормоза на раме либо дефекты, допущенные при его изготовлении. В первом случае устраняют перекос тормоза, устанавливая прокладки под болтами крепления рамы тормоза к основанию, во втором — тормоз заменяют.
При замасливании поверхности шкива или накладок их промывают керосином или бензином и зачищают.
При отказе тормоза могут быть случаи, когда его колодки не размыкаются при включении электромагнита. Механизм остается заторможенным даже при включении электродвигателя, что может привести к перегреву и выходу двигателя из строя. Такой отказ может быть вызван тем, что чрезмерно затянуты пружины, тормозные накладки примерзли к шкиву, недостаточен уровень жидкости в электрогидротолкателе или жидкость замерзла.
Затяжку пружины проверяют с помощью линейки. При расхождении с установочной длиной пружины, приведенной в инструкции, затяжку регулируют, как указано в гл. XI.
Примерзание накладок обнаруживают следующим образом. С помощью рычага поднимают коромысло тормоза, наблюдая при этом за колодками. Если накладки не отходят от шкива, а колодки стремятся отделиться от накладок, значит, накладки примерзли. Чтобы устранить неисправность, в торец накладки упирают деревянный брус и по нему постукивают молотком.
Жидкость в электрогидротолкателе может замерзнуть, если она не соответствует условиям работы при низких температурах или механизм долго не работал. Разогревают электрогидротолкатель до 50—60 °С паяльной лампой. Действие толкателя проверяют, поднимая коромысло. После разогрева толкателя неправильно выбранную жидкость заменяют новой. Если после разогрева электрогидротолкатель по-прежнему не работает, его направляют в ремонт.
При недостаточном уровне жидкости в толкателе наблюдается уменьшенный ход штока. До проверки уровня жидкости коромысло с помощью рычага поднимают вверх до отказа. Если ход штока при подъеме коромысла вручную превышает ход штока при включении толкателя, уровень жидкости недостаточен и требуется долить жидкость в корпус электрогидротолкателя.
Течь масла из-под уплотнений происходит либо в результате переполнения редуктора маслом, либо вследствие выхода из строя или некачественного выполнения уплотнений.
Переполнение редуктора маслом можно определить по игле щупа маслоуказателя. В этом случае уровень масла будет находиться выше верхней риски иглы. Излишек масла следует слить, отвернув пробку редуктора.
При выходе из строя или при повреждении уплотнительных колец (манжет) их следует заменить новыми при разборке лебедки.
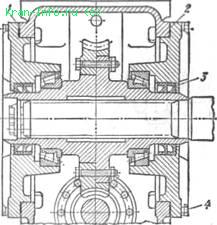
Рис. 182. Уплотнительные устройства редуктора на ходовых тележках:
1,2 — уплотнительные прокладки, 3 — манжетное уплотнение, 4 — болт
При появлении течи масла из глобоидного редуктора, имеющего войлочное уплотнение (рис. 182), поджимают войлочное уплотнение с помощью болтов 4. На унифицированных механизмах поворота ставят дополнительную резиновую шайбу 4 (рис. 183, а) или гайку с конусным торцом 5 (рис. 183, б).
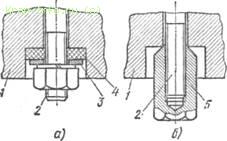
Рис. 183. Дополнительное уплотнение выходного вала механизма поворота: а — резиновой шайбой, б — гайкой с конусным торцом; 1 — шестерня выходного вала, 2 — шпилька, 3 — шайба, 4 — резиновая шайба, 5 — гайка с конусным торцом
При появлении течи через сливную пробку или щели крышек подтягивают крепление или заменяют прокладки.
Ослабление узлов крепления редуктора крана ухудшает условия работы механизмов: редуктор при работе дергается, что приводит к нарушению соосности валов; разрабатываются болтовые и шарнирные соединения; отламываются лапы двигателя из-за толчков, передаваемых на двигатель от редуктора. Узлы крепления ослабевают по следующим причинам: недостаточно затянуты болты; не приварены стопорные планки и упоры; неудовлетворительна конструкция механизма; несоосны соединения.
На все редукторы при работе действуют знакопеременные горизонтальные силы, появляющиеся от реверсивной работы зубчатых передач, некоторой допускаемой несоосности, усилий в открытых передачах. Как правило, эти усилия невелики, но, действуя постоянно, они могут ослабить узлы крепления. Поэтому для надежной работы механизма следят за состоянием крепежных болтов редуктора и для дополнительного крепления его к раме приваривают стопорные фиксирующие планки.
Износ ходовых колес происходит как на рабочей поверхности катания, так и у реборд. Если одновременная выработка ведущих колес превышает 3—4% от диаметра (для крана КБ-100.2 допускаемая величина выработки составляет 20 мм при диаметре колеса 500 мм) или толщина реборд вследствие износа стала меньше 15 мм, колеса сдают в ремонт или заменяют. Причинами выработки рабочих поверхностей катания ходовых колес являются: различные диаметры колес крана, приводимых от одного двигателя, в результате чего происходит пробуксовывание и повышенный износ; применение литых колес вместо штампованных; отсутствие или неправильное выполнение термообработки. Выработка реборд ходовых колес объясняется неточностью укладки кранового пути: наличием поперечного уклона и больших отклонений ширины колеи от номинальных размеров, а также непараллельностью осей колес.
При поперечном уклоне пути кран под действием собственного веса стремится сдвинуться в сторону уклона. При этом реборды постоянно прижаты к рельсам, что приводит к интенсивному их износу. То же самое происходит и при отклонениях по ширине колеи и непараллельности осей колес, когда при движении крана колеса постоянно прижимаются к рельсам то одной, то другой ребордой.
При разработке втулочно-пальцевых муфт (износ упругих втулок или пальцев, ослабление креплений) заменяют втулки или пальцы и подтягивают крепления. При износе рабочей поверхности, разработке посадочного отверстия и отверстий под втулки муфты отправляют в ремонт.
Навигация: Начало Оглавление | Другие книги | Отзывы: - 4
- 4Книга: Башенные краны
 Оставить свой отзыв
Оставить свой отзыв
| автор: | хУипутоло 
Отзыв полезен?
Да 1 /
Нет
|
# 4 |
| комментарий: | ДА кому это вообще может быть интересно | |
| ответить | Дата комментария: 14.10.2019 17:05:25 | |
| автор: | александр
Отзыв полезен?
Да 10 /
Нет 9
|
# 3 |
| комментарий: | Все нормально!Надо еще марки редукторов обозначить на каждый кран, чертежи с размерами шестерен и валов | |
| ответить | Дата комментария: 17.04.2015 16:27:44 | |
| автор: | валерий
Отзыв полезен?
Да 19 /
Нет 17
|
# 2 |
| комментарий: | Да литература хорошая но информацыи мало а так молодцы что хотя даете такую информацыю спасибо большое | |
| ответить | Дата комментария: 02.03.2014 11:14:22 | |
| автор: | Алекс
Отзыв полезен?
Да 36 /
Нет 17
|
# 1 |
| комментарий: | Отличная книга, буду рекомендовать ее всем знакомым крановщикам, хотя многое устарело - азы остаются неизменными. | |
| ответить | Дата комментария: 16.04.2013 00:01:29 | |