Книга: Оборудование грузоподъемное. Общие технические требования
Навигация: Начало Оглавление | Другие книги | Отзывы:  - 0
- 0
 - 0
- 03.1. Изготовление деталей
3.1.1. Прокат черных металлов должен подаваться на обработку очищенным и выправленным.
Обрабатывать прокат без предварительной правки разрешается лишь в том случае, если отклонение от геометрически правильных форм в нем не превышает следующих допусков:
зазор между листом и стальной линейкой длиной 1 м, для толщины листа до 10 мм — 1,5 мм; для толщины с 10 до 20 мм — 2,0 мм;
свыше 20 мм — 2,5 мм;
зазор между натянутой струной и обушком угольника, полкой или стенкой швеллера и двутавра 0,002L, но не более 14 мм (L — длина элемента);
кривизна труб не должна превышать 1/1000 длины детали и быть не более 4 мм для труб диаметром до 200 мм и не более 6 мм для труб диаметром свыше 200 мм.
3.1.2. Правка проката должна осуществляться на вальцах, прессах или других устройствах, обеспечивающих плавность приложения нагрузок, и лишь в отдельных случаях (при правке мелких деталей) допускается на плите через гладилку.
Для правки труб следует использовать правильно-гибочные прессы, оборудованные приспособлениями, предотвращающими потерю устойчивости стенки. Охват труб приспособлением должен быть не менее 170°.
Поверхность проката после правки не должна иметь вмятин, забоин и других повреждений. Качество поверхности после правки должно отвечать требованиям государственных стандартов на прокат.
Холодную правку проката разрешается производить в тех случаях, когда остаточные деформации растяжения не будут превышать 1 %.
При соответствующих этому условию методах обработки наибольшие искривления элементов, подлежащих холодной правке, определяются по формулам, приведенным в табл. 4.
Таблица 4
|
Профиль металла |
Характер деформации |
Эскиз |
Радиус кривизны rmin |
Стрела прогиба fmax |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная полоса |
Волнистость |
|
50S |
|
|
Тоже |
Саблевидность |
|
— |
|
|
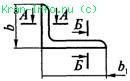
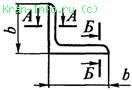
Уголок |
Погнутость относительно А-А |
|
90b |
|
|
Б-Б |
90b1 |
|
||
|
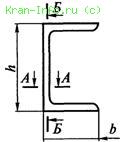
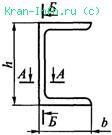
Швеллер |
Погнутость относительно А-А |
|
50h |
|
|
Б-Б |
90b |
|
||
|
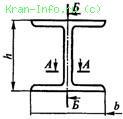
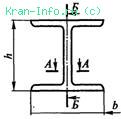
Двутавр |
Погнутость относительно А-А |
|
50h |
|
|
Б-Б |
50b |
|
||
|
Труба |
Погнутость |
|
60d |
|
|
Круг |
Погнутость |
|
60d |
|












|
Примечание: r — |
радиус кривизны; |
|
f— |
стрела прогиба; |
|
В— |
ширина листа; |
|
S — |
толщина металла; |
|
b, b1 — |
ширина полки уголка, швеллера или двутавра; |
|
h — |
высота швеллера или двутавра; |
|
L — |
длина волны; |
|
d — |
диаметр трубы, круга. |
При искривлениях проката из низкоуглеродистых сталей по ГОСТ 380 и ГОСТ 1050 и низколегированных сталей по ГОСТ 19281, превышающих величины, указанные в табл. 4, правка допускается только в горячем состоянии при общем или местном нагреве металла до температуры не ниже 1100 °С с окончанием правки при температуре не ниже 700 °С. Охлаждать металл после правки можно на воздухе при температуре не ниже 0 °С.
Температурный режим правки металла, обеспечивающий сохранение его свойств согласно требованиям соответствующих государственных стандартов, определяется технологической документацией, разработанной предприятием — изготовителем машин.
Правку на прессах термически упроченных труб следует производить в холодном состоянии. Горячекатаные и нормализованные трубы допускается править с помощью газовой горелки путем местного нагрева по технологической документации, разработанной предприятием-изготовителем машин.
3.1.3. Правку проката путем наплавки валиков дуговой сваркой производить запрещается.
3.1.4. Резка заготовок деталей должна производиться на ножницах, пилах трения, зубчатых пилах, а также автоматами и полуавтоматами для кислородной резки другими механизированными способами термической и механической резки, обеспечивающими необходимое качество поверхности реза.
При невозможности применения механизированных способов кислородной резки как исключение разрешается применять ручную кислородную или воздушно-дуговую и кислородно-дуговую резку.
3.1.5. Кромки заготовок деталей после кислородной или дуговой (воздушной и кислородной) резки должны быть очищены от грата, шлака, брызг и наплывов металла и не иметь зарезов, в целом занимающих более 20 % общей длины кромки. Длина одного зареза допускается не более 150 мм, глубина — не более 2 мм. Непрямолинейность реза более 1 мм и наплывы должны быть удалены и зачищены.
После дуговой (воздушной и кислородной) резки кромки деталей перед сваркой должны быть обработаны на глубину 1,5-2 мм от наибольшей впадины реза.
3.1.6. Кромки заготовок деталей, отрезанные ножницами, не должны иметь заусенцев и завалов, превышающих 1 мм, а также трещин и расслоений.
3.1.7. Кромки заготовок деталей из углеродистых и низколегированных сталей, не подлежащих сварке, в расчетных элементах, работающих на растяжение, а также в деталях, расположенных по направлению усилия в растянутой зоне изгибаемых элементов, после кислородной и дуговой резки (воздушной и кислородной) и после резки на ножницах должны быть подвергнуты механической обработке (строжке, фрезеровке и т. п.).
Необходимость механической обработки кромок деталей должна указываться в чертежах или в технологической документации.
После машинной кислородной резки при высоте неровностей реза, меньшей или равной 0,3 мм, обработку кромок допускается не производить.
3.1.8. Обработка деталей из труб методом давления (гибка, сплющивание, вальцовка концов, высадка и др.) должна исключать коробление, появление трещин и надрывов. Места обработки не должны закаливаться. При гибке труб допускается овальность в местах гиба до 15 % наружного диаметра.
3.1.9. Сплющивание концов труб следует производить в горячем состоянии призматическими матрицами трапецеидального сечения с уклоном боковых граней около 1:4...1:6 (рис. 1) и радиусом сопряжения рабочих плоскостей не менее 5 мм.
Нагрев труб при сплющивании должен производиться по технологии предприятия-изготовителя машин, гарантирующей сохранение качества стали.
Допускается сплющивание концов труб другой формы, позволяющее получить качество не ниже, чем вышеуказанным способом.
Не допускается сплющивание холоднодеформированных труб.
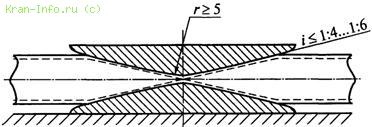
Рис.1
Как исключение допускается производить холодное сплющивание углеродистых горячекатаных труб, если при этом отсутствуют излом, расслоение, надрыв, трещины, видимые невооруженных глазом.
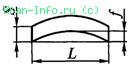
Сплющивание допускается производить как по нормальным, так и по косым сечениям трубы (рис. 2 и 3).
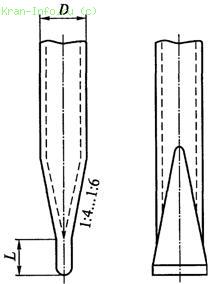
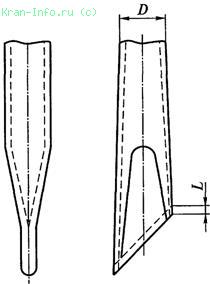
Рис. 2 Рис. 3
Снятие внутреннего усилия в электросварных трубах не требуется. Продольный сварной шов должен располагаться в пределах средней трети ширины лопатки. Длина лопатки L должна быть не меньше толщины стенки труб.
3.1.10. Обработка концов деталей из труб должна производиться газопламенной резкой (в том числе с разделкой или без разделки кромок) механическими способами: фрезерованием, резкой, дисковыми пилами или абразивными дисками в одной или нескольких плоскостях, а также рубкой специальными штампами.
Обработка под сварку должна предусматривать равномерный зазор, обеспечивающий полное проплавление корня шва. При толщине стенок труб 10 мм и более необходимо производить разделку кромок переменным углом (для получения по всей длине линии сопряжения труб угла раскрытия шва 45-50°) с притуплением 2 мм.
3.1.11. Предельные отклонения размеров металлоконструкций, изготовленных из листового, профильного и сортового проката резкой, строжкой, фрезеровкой, должны соответствовать 16 квалитету ГОСТ 25347, ГОСТ 25348.
3.1.12. Кромки под сварку могут быть обработаны любым из способов, обеспечивающих получение заданных в рабочих чертежах форм, размеров и шероховатости поверхностей. При этом должна быть учтена необходимость обеспечения зазоров под сварку.
3.1.13. Размеры и допуски при обработке кромок под сварку должны отвечать требованиям для ручной дуговой сварки ГОСТ 5264 и ГОСТ 11534, для дуговой сварки в защитном газе ГОСТ 14771 и ГОСТ 23518, для автоматической и полуавтоматической сварки под флюсом ГОСТ 8713, для труб ГОСТ 16037.
3.1.14. Холодную гибку при изготовлении деталей гнутой формы разрешается производить, если будут выдержаны требования, указанные в табл. 5.
Изготовление деталей с меньшим радиусом кривизны должно производиться горячей гибкой.
Режим нагрева и охлаждения при горячей гибке должен быть такой же, как и при горячей правке.
Таблица 5
|
Профиль металла |
Гибка относительно |
Эскиз |
Радиус кривизны rmin |
Стрела прогиба fmax |
|
1 |
2 |
3 |
4 |
5 |
|
Лист, универсальная полоса |
А—А |
|
25S |
|
|
Уголок |
А—А Б—Б |
|
45b |
|
|
Швеллер |
А—А |
|
25h |
|
|
Б—Б |
45b |
|
||
|
Двутавр |
А—А |
|
25h |
|
|
Б—Б |
25b |
|
||
|
Труба |
|
30d |
|
|
|
Круг |
|
30d |
|










|
Примечание: r — |
радиус кривизны; |
|
f — |
стрела прогиба; |
|
S— |
толщина металла; |
|
b— |
ширина полки уголка, швеллера, двутавра; |
|
h— |
высота швеллера или двутавра; |
|
L— |
длина развертки; |
|
d— |
диаметр трубы, круга. |
3.1.15. Гибку листового проката из низколегированной стали в холодном состоянии разрешается производить, если радиус изгиба (R) не менее:
При толщине листа Sдо 6,0 мм вкл......................1,6S мм
То же свыше 6,0 до 12,0 мм вкл..........2,0S мм
» свыше 12,0 до 20 мм вкл.............3,2Sмм
Перед гибкой в холодном состоянии кромки листовых заготовок в зоне изгиба (см. рис. 1) должны быть закруглены радиусом (r)не менее:
При толщине листа (r) до 10,0 мм вкл.....................2,0 мм
Тоже свыше 10,0 мм ...........................4,0 мм
Радиус изгиба деталей из углеродистых сталей при гибке в холодном состоянии допускается принимать на 50 % меньше, чем для деталей из низколегированных сталей (рис. 4).
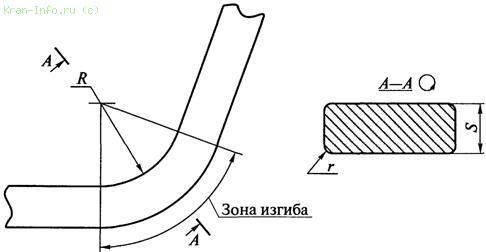
Рис. 4
3.1.16. Гибка уголков и высадка деталей конструкции должны производиться в горячем состоянии с последующим медленным охлаждением.
3.1.17. При изготовлении деталей металлоконструкций должна учитываться усадка, вызываемая наложением сварных швов.
Величина припуска, компенсирующего усадку, если она не указана в технологической документации, при сварке листов встык должна быть равна 0,1 толщины свариваемых деталей на каждый стык. Припуски для других сечений указаны в табл. 6.
3.1.18. Если размеры листового или фасонного проката, поставляемого по стандартам или техническим условиям, не позволяют изготовить детали целиком, они могут выполняться составными из нескольких частей.
Таблица 6
|
Тип конструкции |
Характеристика свариваемого сечения |
Припуск на усадку при сварке |
|
Составная балка с составными стенками без ребер жесткости |
Высота сечения до 400 мм |
Для стыковых швов по 1,0 мм на каждый стык |
|
То же |
Высота сечения более 400 мм |
Для стыковых швов по 1,5 мм на каждый стык |
|
Сплошная балка с ребрами жесткости |
Площадь сечения до 800 см2 |
По 0,5 мм на каждую пару приваренных ребер |
|
То же |
Площадь сечения более 800 см2 |
По 1,0 мм на каждую пару приваренных ребер |
|
Решетчатые балки |
Секции башен, стрел, гуськов |
Для стыковых швов по 1,0 мм на каждый стык |
Стыки следует располагать с соблюдением следующих условий:
в элементах металлоконструкций из листов, уголков, швеллеров, двутавров, труб между стыками должно быть не менее 4 м;
длина пристыковываемого элемента должна быть не менее 0,5 м и стык должен располагаться у конца основного элемента;
в коробчатых и двутавровых сварных балках и стержнях стыки поясов должны быть смещены по отношению к стыкам стенок не менее чем на 300 мм; расстояние между поперечными сечениями, в которых располагаются стыки поясов, должно быть не менее 600 мм; стыки поясов и стенок должны отстоять от диафрагм или ребер жесткости не менее чем на 100 мм;
стыки листов, уголков, швеллеров и двутавров, если они не предусмотрены чертежами, должны выполняться прямыми (с соответствующей разделкой кромок), без накладок.
Вертикальные листы коробчатых и двутавровых балок допускается стыковать по горизонтали (по ширине листа), располагая стык в растянутой половине балки. Расстояние от стыка до нижнего пояса должно быть не менее 20 % высоты балки.
3.1.19. Обработку отверстий в металлоконструкциях необходимо выполнять после окончательной сварки и правки конструкций. Обработка отверстий до сварки допускается в том случае, если приспособление для сварки металлоконструкций предусматривает фиксацию деталей по ранее обработанным отверстиям, а также если деформации после сварки не превышают допусков на расположение отверстий.
3.1.20. На ответственных деталях, подаваемых на сборку и сварку, должна указываться марка стали, из которой изготовлена деталь. При подаче деталей на сборку партиями маркируется одна деталь из партии.
Перечень ответственных деталей и порядок маркировки устанавливается предприятием-изготовителем.
3.1.21. Проверку качества подготовки кромок и зачистку поверхностей деталей, поступающих на сборку, производят внешним осмотром, при необходимости с применением лупы, а соответствие размеров деталей размерам, указанным в чертежах,— измерением.
Детали, поступающие на сборку, должны быть приняты ОТК предприятия-изготовителя.
Навигация: Начало Оглавление | Другие книги | Отзывы: - 0
- 0 Оставить свой отзыв
Оставить свой отзыв